L'assemblage de tubes métalliques est une étape cruciale dans de nombreuses industries, allant de la construction navale à l'agroalimentaire en passant par le secteur pétrolier. Traditionnellement, ce processus repose sur le soudage, une technique qui exige une préparation minutieuse des bords des tubes pour garantir l'intégrité et la continuité mécanique de l'assemblage. Cependant, l'évolution des technologies et des exigences industrielles a conduit au développement de méthodes d'assemblage alternatives, offrant des avantages significatifs en termes de rapidité, de coût et de flexibilité. Cet article explore les différentes techniques de préparation des tubes pour le soudage, les types de chanfreins couramment utilisés en fonction de l'épaisseur, ainsi que les solutions d'assemblage sans soudure qui révolutionnent le montage des structures tubulaires.
La Préparation des Bords de Tubes pour le Soudage
Lorsqu'il s'agit de souder bout à bout des tubes, le soudeur n'a généralement pas accès à la face interne du joint. Par conséquent, toutes les opérations de soudage doivent être réalisées par l'extérieur. La préparation des bords doit ainsi être adaptée en conséquence. Les différentes normes relatives au soudage donnent généralement les directives à suivre en matière de géométries de chanfreins. Cet article décrit les préparations les plus souvent rencontrées dans l'industrie, en fonction de l'épaisseur des tubes à souder.
Composition d'un Chanfrein en Bout de Tube
La préparation d'un joint de soudure sur un tube implique plusieurs opérations clés :
Le Chanfreinage : Le chanfreinage est l'opération de création d'une surface abattue à l'extrémité du tube. L'ouverture créée par l'opération de chanfreinage permet au soudeur d'accéder à la totalité de l'épaisseur du tube, ceci afin de pouvoir réaliser une soudure uniforme qui assure la continuité mécanique de l'assemblage. Une passe dite « racine » est créée en fond de chanfrein et constitue la base du remplissage de celui-ci par soudures successives.
Le Dressage : Le dressage correspond à l'opération de création du talon et consiste à réaliser une surface plane en bout du tube. Un dressage correctement réalisé facilitera l'alignement des tubes à souder et contribuera à avoir un jeu constant entre les pièces, paramètres essentiels pour un bon maintien du bain de fusion et une parfaite pénétration de la passe racine.
Le Délardage Intérieur : Les tolérances de fabrication des tubes (en général ±12% de l'épaisseur) peuvent générer une épaisseur non constante sur la circonférence du tube. Cela peut donc engendrer une rupture dans la continuité mécanique et géométrique de l'assemblage due à une épaisseur de raccordement différente entre les deux tubes. D'un point de vue du chanfrein, cela se traduira par une épaisseur de talon non constante. C'est pourquoi une opération de délardage est généralement préconisée par les modes opératoires de soudage. Cette opération consiste à légèrement usiner l'intérieur du tube afin de garantir l'épaisseur du talon en tout point. Tout comme le jeu entre les tubes, une épaisseur constante de talon facilitera le soudage de la passe racine. Ce paramètre est primordial lorsque des procédés de soudage automatisés sont utilisés. En effet, la machine ne sera pas en mesure de juger et de compenser une éventuelle irrégularité du talon comme pourrait le faire un soudeur.
Les Différents Types de Chanfreins Utilisés en Fonction de l'Épaisseur du Tube
La conception du chanfrein est directement liée à l'épaisseur du tube à assembler, car elle conditionne la méthode de soudage et la quantité de métal d'apport nécessaire.
Gamme d'Épaisseur t < 3mm
Lorsqu'il s'agit de souder bout à bout des tubes d'épaisseurs inférieures à 3mm, le chanfreinage de l'extrémité du tube n'est généralement pas requis. Les technologies de soudage à l'arc (Électrode enrobée 111, MIG/MAG et Fil Fourré 13x, TIG 141) permettent une pénétration suffisante sur toute l'épaisseur du tube en une seule passe. Lorsqu'une technique de soudage automatisée est utilisée (soudage orbital automatique, procédés haute densité d’énergie), un dressage de l’extrémité du tube pour assurer une parfaite perpendicularité des bords à souder est requis. Suivant l’application et le procédé utilisés, le jeu entre les pièces ira de g=1/2t à g=0 (procédés à haute densité d’énergie notamment).
Gamme d'Épaisseur 3mm < t < 20mm
Lorsque le soudeur n’a accès qu’à une seule face du joint à souder, une préparation à bords droits non jointifs ne permet généralement plus d’assurer une pénétration complète pour des épaisseurs supérieures à 2mm. Un chanfrein doit donc être réalisé pour permettre au soudeur de réaliser une passe « racine » à la base du joint qui sera ensuite recouverte par une ou plusieurs passes supplémentaires. Le plus communément, la passe racine est réalisée à l’aide du procédé 141 pour assurer la meilleure pénétration possible (la passe racine servant de base au reste de la soudure). Pour des raisons économiques, les passes suivantes dites de « remplissage » sont quant à elles réalisées à l’aide d’un procédé 13x, 111 ou 114 car leur productivité (quantité de métal déposé, vitesse d’avance, etc.) est plus importante que le 141.
Les angles les plus communs pour les chanfreins en V sont 60° et 75° (2×30° et 2x 37.5°). Un talon est généralement requis d’une épaisseur (s) comprise entre 0.5 et 1.5mm. Le jeu entre les pièces à souder (g) se situera entre 0.5 et 1mm. De plus en plus, on constate que sont exigées des préparations en J sur cette gamme d’épaisseurs. C’est notamment le cas lorsque des procédés automatiques de soudage orbital sont utilisés. C’est également le type de préparation majoritairement utilisé lors du soudage des alliages type duplex ou inconel.
Gamme d'Épaisseur 20mm < t
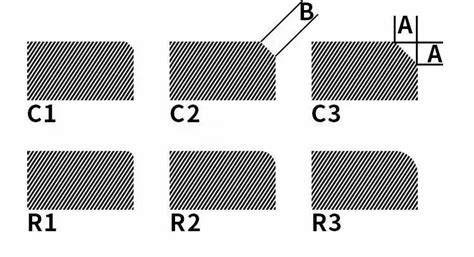
Lorsque l’épaisseur des pièces à souder augmente, la quantité de matière à déposer dans le cordon de soudure augmente proportionnellement. Pour réduire ce volume et optimiser le processus, deux solutions principales sont envisagées : les chanfreins en V composés (ou V doubles pentes) et les chanfreins en J.
Chanfreins en V Composés (Doubles Pentes) : La première solution pour réduire le volume du chanfrein consiste à réaliser une rupture d’angle sur le chanfrein. Une première pente à 30° ou 37.5° (jusqu’à 45°) est associée à une seconde pente, généralement entre 5° et 15°. Il est nécessaire de conserver le premier angle à 30° ou 37.5° afin que le chanfrein ne soit pas trop étroit, et que le soudeur puisse avoir accès à la passe racine. Tout comme les chanfreins en V simples, ces préparations requièrent un talon d’une épaisseur (s) allant de 0.5mm à 1.5mm et d’un jeu entre les pièces à souder (g) entre 0.5 et 1mm. La passe de fusion de ce talon est réalisée au procédé 141 dans la majorité des cas, et le remplissage au 13x ou 111. À titre d’exemple, un chanfrein V double pente 30°/5° permettra un gain de métal d’apport de 20% environ pour une pièce de 20 mm d’épaisseur par rapport à un chanfrein 30° simple. Le gain potentiel en volume de chanfrein augmente proportionnellement à l’épaisseur du tube à souder. Ainsi, sur un tube de 30mm d’épaisseur, le gain sera de plus de 35%.
Chanfreins en J : La seconde solution qui permet de réduire drastiquement le volume du chanfrein est la préparation en J. Les chanfreins en J simple sont composés d’un angle généralement entre 5° et 20°, d’un talon (0.5 < s < 2 mm), d’un rayon de fond de chanfrein (0.5 < r < 3.2mm) et d’une extension du talon (0 < e < 2mm). Cette dernière facilite la réalisation de la passe racine en dégageant l’accès au talon pour le soudeur. Dans le cas de très fortes épaisseurs, des chanfreins en J composés peuvent être envisagés. Le plus communément, la première pente est réalisée avec un angle de 20° et la seconde avec un angle de 5°. Les chanfreins en J ou J composés sont en majorité soudés avec un jeu (g) de faible à nul entre les pièces. Ces chanfreins se doivent d’être parfaitement exécutés d’un point de vue géométrique afin d’éviter, entre autres, des problèmes de fissuration.
Préparation des Chanfreins en Soudage : Pourquoi c’est Crucial – Astuces et Bonnes Pratiques
La Préparation "Narrow Gap" : Une Solution pour les Fortes Épaisseurs
Une variante des chanfreins en J, de plus en plus utilisée dans l'industrie pétrolière du fait des épaisseurs croissantes des tubes et des cadences importantes à considérer, est la préparation dite « narrow gap ». Elle consiste généralement en la réalisation d’un chanfrein en J, simple ou double pente, avec une ouverture la plus faible possible. Cette technique permet une réduction drastique du volume de métal d’apport déposé et une augmentation de la productivité liée à la diminution du temps de soudage. Pour des épaisseurs supérieures à 50mm, le facteur de productivité peut être supérieur à 5 fois celui d'une opération de soudage sur un chanfrein classique.
Elle présente cependant de nombreuses contraintes de mise en œuvre. Premièrement, la géométrie du chanfrein ainsi que le jeu entre les pièces doivent être maîtrisés avec une extrême précision. En effet, l’espace entre les pièces ne permet pas au soudeur d’accéder à la racine du chanfrein. L’intégralité de la soudure, y compris la passe de pénétration, doit donc être réalisée par un procédé automatisé. Ces procédés ne tolèrent aucun défaut d’alignement ou irrégularité dans l’épaisseur du talon, au contraire d’un soudeur, qui est lui capable d’adapter la position de sa torche pour compenser les défauts géométriques du chanfrein.
Deuxièmement, la nuance des matériaux à souder représente un facteur critique. Chaque matériau présentant des caractéristiques de retrait différentes, il convient d’étudier au préalable la géométrie du chanfrein (angle d’ouverture) pour chaque nuance. Plus le matériau présente un retrait important après soudage, plus l’angle devra être ouvert afin d’éviter au maximum l’apparition de contraintes résiduelles pouvant engendrer l’apparition de fissurations lors de la solidification. Une variation de l’angle de quelques dixièmes de degrés pourra avoir un impact direct sur l’apparition ou non de fissures, particulièrement lors du soudage d’alliages à base nickel. De telles contraintes engendrent des études préalables longues et coûteuses. Elles doivent donc être accompagnées par un processus de réalisation du chanfrein parfaitement maîtrisé. Le descriptif du mode opératoire de soudage (DMOS) qui découlera de l’étude requerra un talon précis au dixième de millimètre près, un angle précis au degré près et un alignement parfait des pièces à souder pour éviter tout défaut dans la soudure. L’équipement utilisé pour réaliser le chanfrein devra donc garantir une préparation fiable et répétitive en toutes circonstances.
La Réalisation par Usinage d'un Chanfrein en Bout de Tube
De nombreuses techniques existent pour la réalisation d'un chanfrein en bout de tube. Les plus utilisées sont l’usinage manuel par abrasion, la découpe par apport de chaleur ou l’usinage à froid à l’aide d’une machine-outil. Ce dernier procédé est néanmoins le seul permettant d’assurer une géométrie parfaite du chanfrein et une production répétitive, tout en préservant les propriétés du matériau de base.
Deux types d’approches permettent la réalisation d’un chanfrein en bout par usinage à froid :
Machines à Course Axiale
Les machines à course axiale possèdent un plateau qui se déplace selon la direction de l’axe du tube. Sur ce plateau, des outils sont disposés de manière à réaliser la forme du chanfrein souhaité. Dans le cas d’un chanfrein composé, des outils de forme identique au chanfrein souhaité ou une association d’outils de forme simple seront utilisés. Les machines les plus performantes du marché permettent l’utilisation simultanée de 4 outils. Ceci rend possible la création d’un chanfrein, d’un talon et d’un délardage en une seule opération. Les outils se déplaçant parallèlement à l’axe du tube, les machines à course axiale sont de ce fait essentiellement destinées aux travaux de chanfreinage et ne permettent pas de découper un tube en deux parties distinctes. Elles sont idéales pour la préparation d'extrémité de tubes préalablement coupés à la bonne longueur.
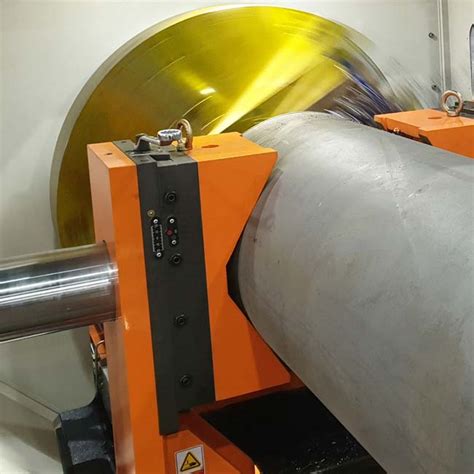
Machines à Course Radiale (Orbitales)
Les machines à course radiale, dites machines orbitales, se fixent généralement sur l’extérieur du tube. C’est le plateau porte-outils qui tourne tandis que le tube à usiner reste fixe. Les outils, quant à eux, se déplacent perpendiculairement à l’axe du tube grâce à un système de transmission mécanique. À la différence des machines à course axiale, les machines à course radiale réalisent l’opération de chanfreinage en séparant le tube en deux parties. Ces dernières peuvent donc être utilisées pour réaliser des opérations de découpe ou de mise à longueur des tubes. L’utilisation d’outils de chanfreinage (formes simples ou composées) associée à des outils de coupe permet de séparer le tube en deux parties et de réaliser la préparation au soudage (chanfreinage) en une seule et même opération. Les machines les plus performantes sont capables de découper et chanfreiner plusieurs dizaines de millimètres en quelques minutes. Elles sont particulièrement adaptées pour la découpe de portions de tube à partir d’un tube de base de longueur importante.
L'Assemblage Sans Soudure : Une Alternative Révolutionnaire
L'acier inoxydable est le matériau standard pour les installations destinées aux salles blanches, les installations de remplissage, d’emballage et de convoyage dans le secteur agroalimentaire et pour tous les secteurs où il existe un risque de corrosion. Traditionnellement, la construction de bâtis et rambardes en acier inoxydable implique un processus de soudage laborieux : découpe précise des tubes, soudage, ponçage, décapage du cordon de soudure pour prévenir la corrosion, et polissage pour l'esthétique. Ces étapes requièrent du temps, des soudeurs qualifiés, et des dispositifs de protection appropriés.

Heureusement, des solutions innovantes ont émergé pour s'affranchir de ces contraintes. Les éléments de raccordement EMS, par exemple, permettent de monter et démonter rapidement et sans connaissances techniques particulières des bâtis constitués de tubes carrés ou ronds. Ces raccords de serrage spéciaux en acier inoxydable moulé sont capables de compenser des tolérances allant jusqu'à deux millimètres. Ils se glissent dans les tubes et les éléments de raccordement EMS, et se fixent par serrage d'une vis sur le tube.
Pour les tubes ronds, les raccords se composent de deux demi-coques serrées dans le tube par deux vis à six pans creux, s'appuyant l'une contre l'autre. Les nervures sur le rayon extérieur conique des raccords sont les premières à presser, assurant un contact en quatre points du tube grâce à leur conception spéciale. Pour les tubes carrés, la construction spéciale des raccords de serrage garantit une pression uniforme dans les quatre directions, créant un plan incliné intégré par lequel les deux demi-coques s'accrochent l'une à l'autre et se stabilisent. L'espacement entre les raccords et les tubes est de 23 millimètres pour les tubes ronds et 12 millimètres pour les tubes carrés.
Cinq éléments EMS différents sont actuellement disponibles : pièces d’angle, pièces en T, connecteurs orthogonaux, connecteurs à 3 branches et éléments de pied avec raccord pour pied réglable. Les éléments de pied EMS disposent d'un trou taraudé pour visser le pied réglable et d'un deuxième trou pour l'évacuation du liquide de nettoyage.
Les avantages de ce système sont multiples :
- Durabilité : Les éléments de raccordement peuvent être combinés à tous types de tubes ronds ou carrés en acier inoxydable de taille 40.
- Flexibilité et Modularité : Les bâtis réalisés peuvent évoluer en fonction des besoins, être démontés, remontés sous une autre forme, offrant un gain de place lors du transport.
- Écologie : Entièrement constitués d’acier inoxydable, les bâtis peuvent être intégralement recyclés.
- Logistique Optimisée : Contrairement aux bâtis soudés très volumineux, les bâtis réalisés avec ce système peuvent être démontés en segments compacts, simplifiant grandement le transport et réduisant les coûts.
Ce système facilite grandement la construction, la modification et l’extension de bâtis en acier inoxydable dans les salles blanches, là où les constructions soudées ne passaient pas par le sas et où souder directement est impensable.
Au-delà des systèmes spécifiques comme EMS, une gamme plus large de raccords tubulaires sans soudure permet de créer rapidement des structures métalliques sans soudure, ni vis, ni perçage, avec un simple emboîtement et un éventuel point de colle. Ces raccords, souvent en plastique technique de haute qualité avec un noyau en acier, sont idéaux pour des installations en intérieur ou en extérieur abrité où les contraintes mécaniques sont modérées.
Différentes sections de tubes sont couramment utilisées avec ces systèmes :
- Tubes ronds acier : Ø 40 mm, épaisseur 2 mm, adaptés aux projets d’affichage publicitaire, de structures événementielles ou de garde-corps légers. Les raccords orientables permettent de construire des structures pliables pour le transport.
- Tube carré : 30x30 mm, épaisseur 2 mm, la section la plus courante pour le mobilier tubulaire ou les agencements intérieurs, comme un portant à vêtements.
- Tube rectangulaire : 30x20 mm, idéal pour des créations compactes et modernes, comme une console murale minimaliste.
Chaque raccord est disponible et compatible pour tous les matériaux de tubes proposés. Ces systèmes offrent une mise en œuvre simple et fiable, pour un résultat propre et sans risque, avec une livraison rapide assurée et un accompagnement par des experts pour des instructions d'utilisation et des conseils d'assemblage personnalisés.
tags: #assemblage #tube #metallique #avec #trois #angles