Le domaine de la tuyauterie industrielle, qu'il s'agisse d'acier au carbone ou d'acier inoxydable, repose intrinsèquement sur la qualité et la fiabilité des assemblages réalisés par soudage. L'attestation de soudure, souvent désignée par les termes "qualification soudeur" ou "licence soudeur", est bien plus qu'un simple document ; elle représente la garantie formelle qu'un soudeur possède les compétences nécessaires pour réaliser des soudures conformes aux normes et réglementations en vigueur, assurant ainsi l'intégrité et la sécurité des installations critiques. Cet article explore en profondeur le processus d'attestation, son importance, les normes associées, et le rôle essentiel du soudeur dans le paysage industriel moderne.
Le Rôle et les Compétences du Soudeur en Tuyauterie Industrielle
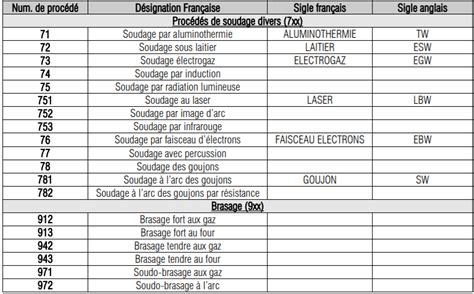
Le soudeur en tuyauterie industrielle est un professionnel hautement qualifié dont le rôle est crucial dans la réalisation, la modification et la maintenance d'ensembles de tuyauteries dans divers secteurs industriels. Son intervention consiste à assembler par fusion des tubes ou des accessoires de tuyauteries, assurant ainsi la continuité et l'étanchéité des réseaux. Il utilise pour cela une variété de procédés de soudage, notamment le Soudage à l'arc avec électrode enrobée (SAEE) et le procédé Tungstène Inerte Gaz (TIG), mais aussi le MIG/MAG, l'arc, et d'autres technologies selon les exigences spécifiques.
Au sein d'une équipe, le soudeur opère sous la direction d'un responsable hiérarchique, recevant des instructions de travail, qu'elles soient verbales ou écrites. L'autonomie dans la mise en œuvre de son installation de soudage et des équipements connexes est une caractéristique essentielle de son métier. Cependant, cette autonomie s'exerce dans le strict respect des instructions d'un Descriptif de Mode Opératoire de Soudage (DMOS). Ce document, obligatoire pour les travaux soumis à réglementation ou intégrés dans un système d'assurance qualité, est souvent complété par des plans et une liste de fabrication, fournissant le cadre technique précis de l'intervention.
Le soudeur intervient aussi bien en atelier, pour des travaux de préfabrication, que sur chantier, pour le montage sur site. Ses missions couvrent les travaux neufs, les modifications d'installations, ainsi que les opérations de réparation et de maintenance. L'environnement de travail peut être exigeant : le soudeur travaille généralement debout, au sol, mais peut être amené à opérer dans des endroits confinés (en fouille) ou en hauteur sur des échafaudages. Ses interventions, qu'elles soient répétitives ou variées, demandent une attention soutenue et une grande précision. Il intervient souvent après les monteurs, les chaudronniers ou les tuyauteurs, qui préparent les assemblages et les pièces qu'il doit ensuite souder.
L'auto-contrôle fait partie intégrante de son travail. Le soudeur procède à des vérifications avant, pendant, et après le soudage, incluant des contrôles visuels et dimensionnels. En cas de non-conformité d'un cordon de soudure, il est capable d'effectuer les réparations nécessaires, en se basant sur les instructions du Descriptif des Modes Opératoires de Soudage de Réparation (DMOSR), afin de garantir la qualité et la fiabilité de la nouvelle soudure. Dans des environnements sensibles comme les sites nucléaires et pétrochimiques, le soudeur doit impérativement respecter des procédures spécifiques et obtenir les autorisations requises.
Dans le contexte actuel de transition énergétique et environnementale, le soudeur est également sensibilisé aux pratiques durables. Il est tenu de trier les déchets et les matériaux en fonction de leur composition (acier au carbone, acier inoxydable, etc.). Lors des opérations de soudage, il veille à utiliser intégralement le matériau d'apport et anticipe les non-conformités potentielles qui pourraient nécessiter des corrections, impliquant la suppression ou l'ajout de métal. En fin d'intervention, il porte une attention particulière à l'extinction du générateur de soudage et à la fermeture de l'arrivée de gaz de protection, démontrant ainsi son engagement envers une gestion énergétique responsable.
La traçabilité de son activité est également primordiale. Le soudeur assure l'identification et la traçabilité du métal d'apport, des électrodes utilisées, des cordons de soudure réalisés et de son travail. Cette traçabilité, consignée sur support papier ou numérique, garantit une gestion précise des données, facilite la consultation et la validation par les parties prenantes, et confirme la conformité aux normes et réglementations.
Les horaires de travail peuvent varier, allant de journées régulières à des systèmes en deux ou trois postes. Les déplacements sur chantier sont fréquents. Le métier expose le soudeur à des risques tels que les brûlures, l'inhalation de fumées, le bruit, les rayonnements et l'exposition à des substances nocives.

Les Normes et la Qualification : Le Cœur de l'Attestation de Soudure
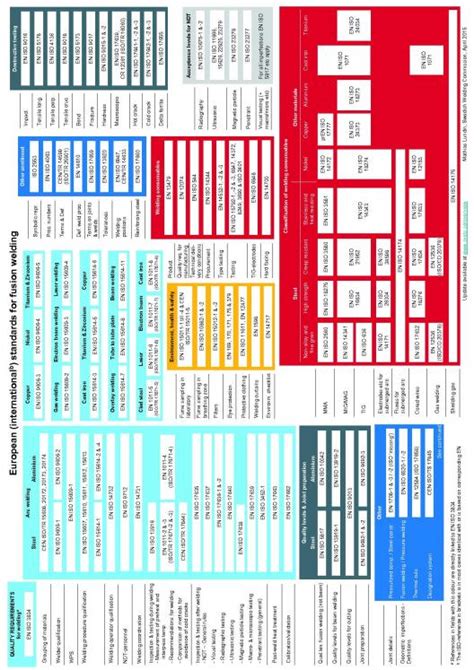
L'attestation de soudure, ou qualification soudeur, est le processus par lequel on valide les compétences d'un soudeur pour un type de soudure donné, sur un matériau spécifique, dans une position définie, et avec un procédé particulier. Cette qualification est régie par des normes internationales strictes, dont la plus courante pour le soudage de l'acier est la norme NF EN ISO 9606-1.
La Norme NF EN ISO 9606-1 : Le Référentiel Principal
La norme NF EN ISO 9606-1 spécifie les exigences pour la qualification des soudeurs pour le soudage de matériaux métalliques. Pour qu'un soudeur soit qualifié, il doit réaliser un assemblage de qualification. Cet assemblage est ensuite soumis à une série d'essais rigoureux :
- Examen visuel : Une première inspection pour détecter d'éventuels défauts macroscopiques.
- Essais non destructifs (END) : Généralement une radiographie, qui peut être remplacée par un contrôle par ultrasons. Ces essais permettent de détecter des défauts internes sans endommager la soudure.
- Essais destructifs : Incluant des essais de pliage et des macroscopies (examen de la coupe transversale de la soudure). Ces essais évaluent la résistance mécanique et la structure métallurgique du joint soudé.
Un soudeur est considéré comme qualifié si les défauts détectés lors de ces essais sont dans les limites admises par le niveau de qualité B de la norme NF EN ISO 5817 (une norme qui spécifie les niveaux de qualité pour les assemblages soudés).
Après la réussite de l'examen, un certificat de qualification est délivré au soudeur. Ce certificat a une durée de validité limitée et nécessite des renouvellements réguliers pour attester de la continuité des compétences. La validité du certificat doit être confirmée tous les six mois par la personne responsable de l'activité soudage au sein de l'entreprise. De plus, tous les deux ans, deux soudures réalisées au cours des six mois précédant la prolongation sont soumises à des contrôles (radiographie, ultrasons ou essais destructifs) pour vérifier que les défauts restent dans les limites du niveau de qualité B selon la NF EN ISO 5817.
Qualification de soudeur (QS) | Formation | [2024] | Groupe Institut de Soudure
Les Paramètres de Qualification
La qualification d'un soudeur est spécifique à un certain nombre de paramètres, notamment :
- Le procédé de soudage : En général, chaque épreuve de qualification ne valide qu'un seul procédé de soudage, avec quelques exceptions spécifiques.
- Le produit de base : La qualification peut concerner des soudures sur plats ou sur tubes.
- Le groupe de matériaux : La qualification est souvent spécifique à des familles de matériaux (par exemple, les aciers au carbone non alliés).
- La position de soudage : Les positions sont standardisées (par exemple, PA, PB, PC, PF, H-L045, etc.) et la qualification est valable pour les positions testées et celles qui sont considérées comme "plus faciles".
- Les dimensions : L'épaisseur du matériau de base et le diamètre du tube soudé lors de l'épreuve conditionnent la plage d'épaisseurs et de diamètres pour lesquels le soudeur est qualifié.
- Le métal d'apport : Le type et les dimensions du métal d'apport utilisé lors de l'épreuve sont également des paramètres de qualification.
- Le gaz de protection : Le type et le débit du gaz de protection (pour les procédés MIG/MAG et TIG) sont pris en compte.
Il est à noter que la norme EN 1090-2, relative à l'exécution des structures en acier, impose que tous les soudeurs et opérateurs soudeurs soient qualifiés, y compris pour les soudures de pointage et pour toutes les classes d'exécution (EXC1 à EXC4). Une entreprise employant des soudeurs non qualifiés pour des travaux relevant de cette norme s'expose à des sanctions.
L'Approbation par un Organisme Tiers
Les qualifications doivent faire l'objet d'une approbation par un organisme tiers indépendant. Cela peut inclure des organismes tels que l'Institut de Soudure, qui propose un large éventail de formations et de certifications, y compris pour les qualifications de soudeurs et les qualifications de modes opératoires de soudage (QMOS). D'autres organismes et référentiels existent, comme Gaz de France ATG 540, ASME, AIR 0191, FDA 88111, B527.9, et d'autres encore, selon les spécificités industrielles et les exigences des clients.
Le rôle du coordinateur en soudage est central dans ce processus. Il est entièrement responsable du processus de qualification et peut agir en tant qu'examinateur pour la plupart des classes d'exécution. Alternativement, le fabricant peut sous-traiter la qualification à un organisme externe, qui doit alors démontrer sa conformité aux normes d'accréditation comme la NF EN ISO/IEC 17020 et la NF EN ISO/IEC 17024.
Le Descriptif de Mode Opératoire de Soudage (DMOS) et la Qualification des Modes Opératoires de Soudage (QMOS)
Si la qualification du soudeur atteste de ses aptitudes individuelles, le Descriptif de Mode Opératoire de Soudage (DMOS) et sa validation, appelée Qualification de Mode Opératoire de Soudage (QMOS), attestent de la validité du procédé de soudage lui-même pour une application donnée.
Le DMOS : Le Mode d'Emploi du Soudage
Le DMOS est un document technique qui décrit en détail la manière dont une soudure doit être réalisée. Il inclut des informations essentielles telles que :
- Le procédé de soudage utilisé.
- Les matériaux de base à assembler.
- Le métal d'apport (type, dimensions, consommation).
- Les gaz de protection (type, débit).
- Les paramètres de soudage (tension, intensité, vitesse).
- Les techniques de préparation des bords à souder.
- Les étapes de réalisation de la soudure (passe de racine, passes de remplissage, passe de finition).
- Les conditions de soudage (position, préchauffage, interpasse).
- Les traitements thermiques éventuels avant ou après soudage.
- Les exigences de contrôle.
Le DMOS est élaboré par des experts en soudage, souvent sous la supervision du coordinateur en soudage, et doit être conforme aux normes applicables.
La QMOS : Valider le Procédé
La QMOS est l'étape qui valide un DMOS. Elle est obtenue par la réalisation d'un assemblage de qualification, similaire à celui utilisé pour la qualification du soudeur, mais dont l'objectif est de prouver que le procédé de soudage décrit dans le DMOS permet d'obtenir des soudures conformes aux exigences de qualité et de performance. Cet assemblage est soumis à une série d'essais, incluant des contrôles non destructifs et, potentiellement, des essais destructifs. La réussite de ces essais conduit à la validation du DMOS, qui devient alors un Mode Opératoire de Soudage (MOS) approuvé.
La QMOS est essentielle car elle garantit que le procédé choisi est adapté aux matériaux, aux contraintes de service, et aux normes de qualité requises pour l'application. Elle assure la reproductibilité et la fiabilité des soudures réalisées par les soudeurs qualifiés selon ce mode opératoire.
L'Institut de Soudure, par exemple, accompagne les entreprises dans l'obtention de la validation de leurs modes opératoires de soudage (QMOS) pour un large éventail de procédés.
Les Enjeux Réglementaires et la Responsabilité
Le soudage de tuyauterie, particulièrement pour les applications sous pression ou dans des environnements sensibles, est soumis à une réglementation stricte. Des codes et normes tels que la DESP (Directive Équipements Sous Pression), l'EN 13480 (Tuyauteries industrielles en métal), le CODETI (Code de Construction des Équipements de Travail Isolés), le CODAP (Code de Construction des Appareils à Pression) et le COVAP (Code de Construction des Chaudières et des Appareils à Vapeur) définissent les exigences de conception, de fabrication, d'installation et de contrôle.
Les Codes et Normes Spécifiques
Pour les tubes en acier standard de type chauffage, la norme EN 10225 ne couvre pas les températures de service supérieures à 110°C. Dans de tels cas, si la pression est "relativement limitée", l'installation peut relever de l'article 4.3 de la DESP, renvoyant à l'EN 13480. Si les dimensions sont importantes, d'autres codes comme le CODETI ou le CODAP s'appliquent.
Il est crucial de comprendre que travailler sur de tels réseaux engage la responsabilité du professionnel. La licence de soudeur est obligatoire, et si l'installation relève de l'article 4.3, la radiographie et une procédure de soudage spécifique peuvent être évitées, sauf si le client l'exige.
La Responsabilité de l'Entreprise et du Soudeur
L'entreprise qui emploie des soudeurs a la responsabilité de s'assurer qu'ils sont correctement qualifiés et que les modes opératoires utilisés sont validés. Le soudeur, quant à lui, est responsable de la bonne exécution de son travail, en respectant les DMOS, les consignes de sécurité, et en réalisant les auto-contrôles nécessaires. La traçabilité documentée de son activité est un élément clé pour prouver la conformité et la qualité de son travail en cas de besoin.
L'importance de l'attestation de soudure ne peut être sous-estimée. Elle est le garant de la sécurité des installations, de la protection des personnes et de l'environnement, et de la conformité réglementaire. Dans un secteur où la fiabilité est primordiale, le soudeur qualifié et les procédés de soudage validés sont les piliers sur lesquels repose la confiance dans les infrastructures industrielles modernes.
tags: #attestation #soudure #tuyauterie #acier